Keep Your Boiler Room Under Control

As seen in Process Heat October 2022. Read the published article here!
Being aware of these 10 tips can help you ensure proper feedwater control and draft control for your process boiler.
Proper feedwater control increases overall plant efficiency and boiler longevity by helping to ensure consistent feedwater temperature and pressure. In addition, modern energy-efficient and low NOX burners are more sensitive to draft conditions, making their role and operation in the boiler room even more important.
This article will provide 10 tips on feedwater control and draft control for effective boiler room management.
Feedwater Control
Feedwater control involves the regulation of water into the boiler. Maintaining the proper liquid level helps ensure safe, efficient steam production. If the water level is too low, the boiler’s water tubes could run dry and overheat. If there is excess water, liquid might mix with the steam as it exits, and that means lower efficiency.
During operation, the volume of steam leaving the drum needs to be replaced by an equal amount of water. This is where feedwater control comes into play. Keeping that liquid level correct is critically important to good boiler performance.
1. Feedwater Valve Selection
Although the feedwater valve must be designed so that it will flow the required water for full boiler steaming capacity, the flow rate from blowdown and the relief valveʼs opening also must be factored into the sizing of the feedwater flow control valve. It is important not to oversize the valve too much to accommodate blowdown and pressure relief.
A good rule of thumb is to size a flow control valve for a pressure drop of 10 to 20 percent of the supply pressure. Make sure that the feedwater pumps are designed to provide the appropriate pressure to overcome the pressure drops, however.
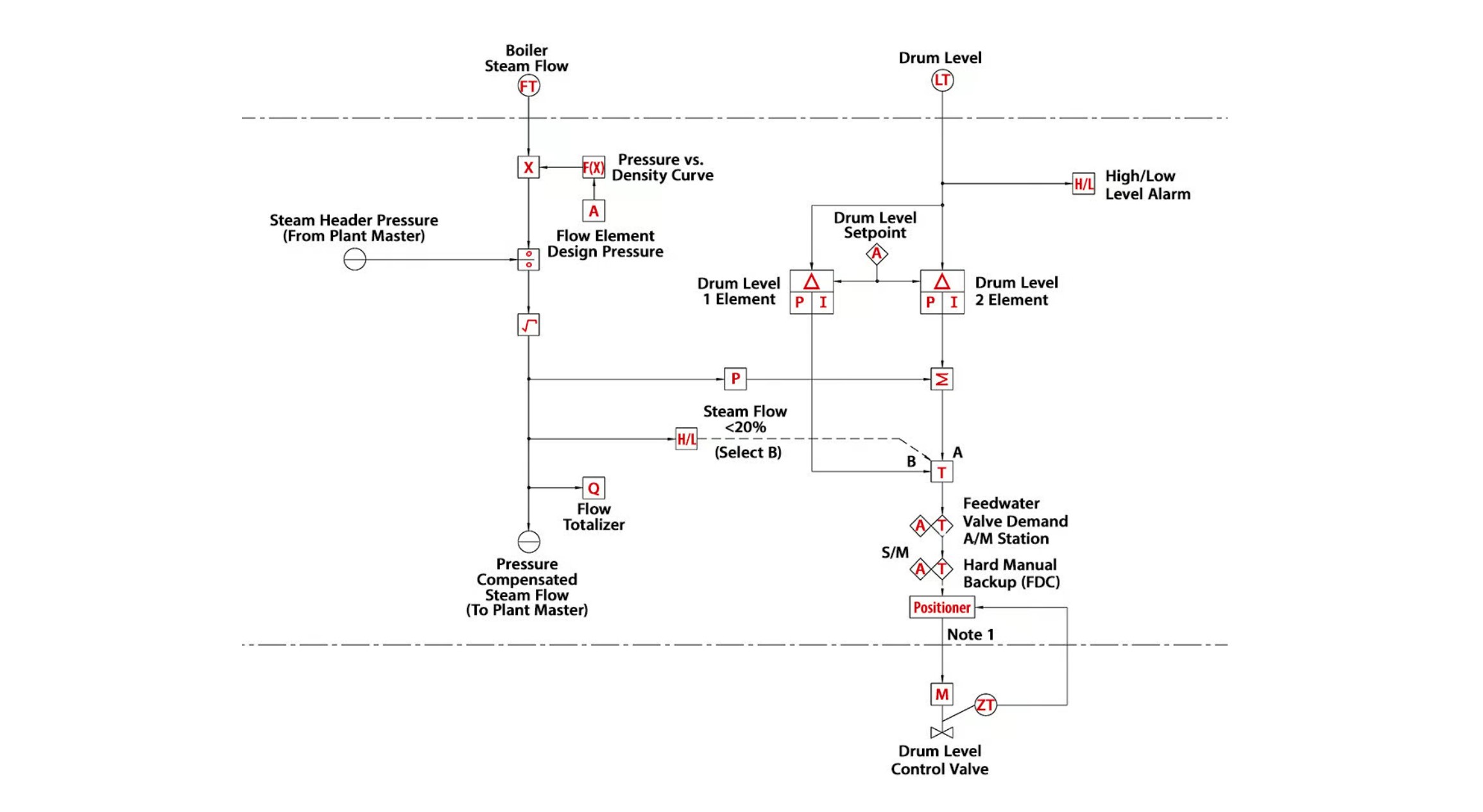
2. Control Strategy Selection
Many boilers used for facility space heating can maintain the water level adequately by using single-element feedwater control. This is because the steam demands do not swing as rapidly as they do with process steam loads. In these simplified cases, a single-element feedwater control would simply use a level transmitter to open or close a feedwater valve.
With process steam loads for more complex applications like food processing facilities, however, it is important to be able to rapidly change loads to respond to steam demand. As a result, it is important to utilize either a two- or three-element feedwater control strategy. In some cases, process steam loads also may require a watertube boiler in place of a firetube boiler due to the differences in water volume in the boiler.
3. Blowdown Control
When steam bubbles are formed and leave the surface of the water in the boiler, solids are left behind. These solids may either sink to the bottom of the boiler or be suspended in the water, where they are known as total dissolved solids (TDS).
With increased TDS, the surface tension of the water-to-steam interface changes, which can increase the resistance for steam bubbles to escape. This results in “swelling” that can cause carryover or surging water levels. Implementing a continuous blowdown control that blows down water near the water/steam interface helps to solve this issue.
4. Proper Water Level Setpoint
When operating a boiler, it is of utmost importance to know the normal water line (NWL) of the boiler, which is dictated by where the uppermost tubes reside. This is different for each boiler, so the boiler manual must be consulted.
If the water level is too low, there is a risk of overheating or other dangerous conditions. If the water level is too high, surging water levels or carryover could be the consequence. Carryover or water also could damage downstream equipment like steam turbines.
5. Boil-out and Firing Rate Control
When boilers are manufactured, oil and grease are left behind in the water side of the boiler. Upon commissioning a boiler, a boil-out sequence must be accomplished to remove these oils from the boiler so that they do not impact the water-level control. Consult the boiler manufacturer for the proper procedure.
While it is important to ensure a rapid firing-rate response to changes in steam demand, it also is important to make sure that the feedwater control can keep up with the firing-rate control. If the burner ramps to high fire too quickly, and the feedwater control is not adequately tuned or has enough control elements, the feedwater may either overshoot or undershoot the water-level setpoint and result in a nuisance lockout.
Draft Control
Although draft control has always been an important part of the boiler room, its function has changed with burner technology. Today’s energy-efficient and low NOX burners are sensitive to draft conditions as well as ambient temperature, stack oxygen, etc. Too much draft can cause the burner to run lean, become unstable, and flame out. Too little draft can cause the burner to burn back into the burner internals and damage the equipment. In addition, most burner manufacturers require draft controls to be installed with their burners for peak performance.
Here are a few things you should check to ensure that your draft control is optimal.
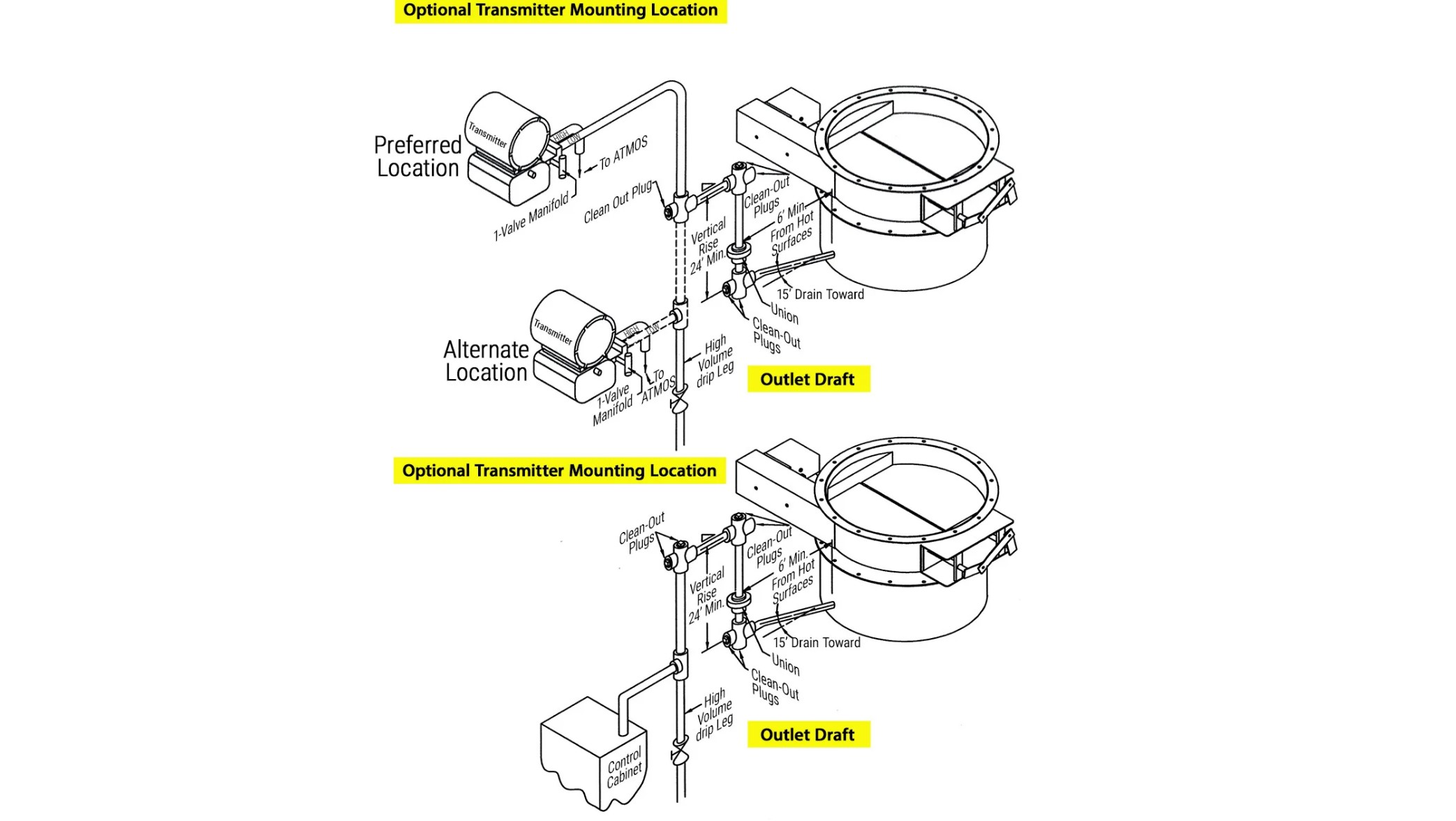
6. Tubing
Make sure the tubing to your draft-pressure sensor is pitched toward the stack to avoid condensation in the impulse lines. The liquid in the impulse lines can cause incorrect draft measurements and have adverse effects on fired equipment operation. The best practice is to include clean-out and drain ports on the impulse lines.
7. Keep It Clean
It is best to mount the draft-pressure sensor above the height of the sensing line’s connection to the boiler outlet. This will encourage condensation to flow to the stack and not the sensor. If, however, the draft pressure sensor is located below the sensing point, ensure there is an adequate drip leg with enough volume to collect condensation.
8. Readings
The size and shape of the sensing line affect the draft control response. One may need to adjust the filter parameter for the sensing input in the draft controller to get better draft readings. Sensing inputs without sufficient damping can cause the draft control to hunt and overexercise the draft damper actuator.
9. Pressure
Especially with low NOX burners, it often is advantageous to place draft control in manual mode while tuning your combustion curves to ensure that poor draft control (including poor PID settings or installation issues) is not impeding your efforts. Varying draft pressure upstream of the draft damper can cause large variations in flue gas recirculation (FGR) flow that can upset burner stability and performance.
10. Draft Damper and FGR
It is advisable to use an opposed-blade draft damper instead of a single-blade damper in many applications. Opposed-blade draft dampers typically require less torque to operate, provide better control and are less disruptive to the exhaust gas flow profile.
Burners that use FGR often require a positive pressure upstream of the draft damper, where the FGR tap usually is located. There are, however, older brick-set boilers that require a negative furnace pressure, so be careful when selecting a draft pressure setting. Consult boiler and burner manuals for correct settings.